Automotive
Automotive Lighting Weld + Bond Verification
Real-time thermal AI that inspects every weld and adhesive bond inline, catching seal defects that destructive sampling and optical cameras miss.
Automotive lighting is one of the highest-warranty categories on the vehicle. Lamps are visible, they are exposed to weather, and when a seal fails you get water ingress, a fogged lens, or a dead lamp, and the part comes back as a charge-back and a mark on your OEM scorecard.
The two things that keep a lamp sealed are also the two hardest to verify at the point they are made. Rear lamps are plastic-welded, typically hot plate and vibration, sometimes laser. The weld is the hermetic seal, and once it is closed you cannot see inside it. The standard way to confirm it is destructive: pull a part, cut it open, inspect the joint.
Headlamps are sealed with an adhesive bead around the housing, with the lens set into it. The bead has to be continuous and correctly placed. Most plants run both processes, headlights on one side and rear lamps on the other.
Thermal Intelligence catches 99% of weld and bond defects before they leave your plant
Eigen mounts thermal cameras over the weld and bond stations and inspects every part inline. It reads the full weld seam and the full adhesive bead, scores each one against a learned profile, and signals the line before a suspect lamp moves downstream. No more destructive testing on a sample to guess what the rest of the shift looked like.
Why optical inspection fails on the bead, and thermal doesn’t
Teams that have put optical vision on the adhesive bead usually run into the same wall: the adhesive is black and the housing is black, so a standard camera struggles to separate the bead from the part and throws false rejects until operators switch it off.
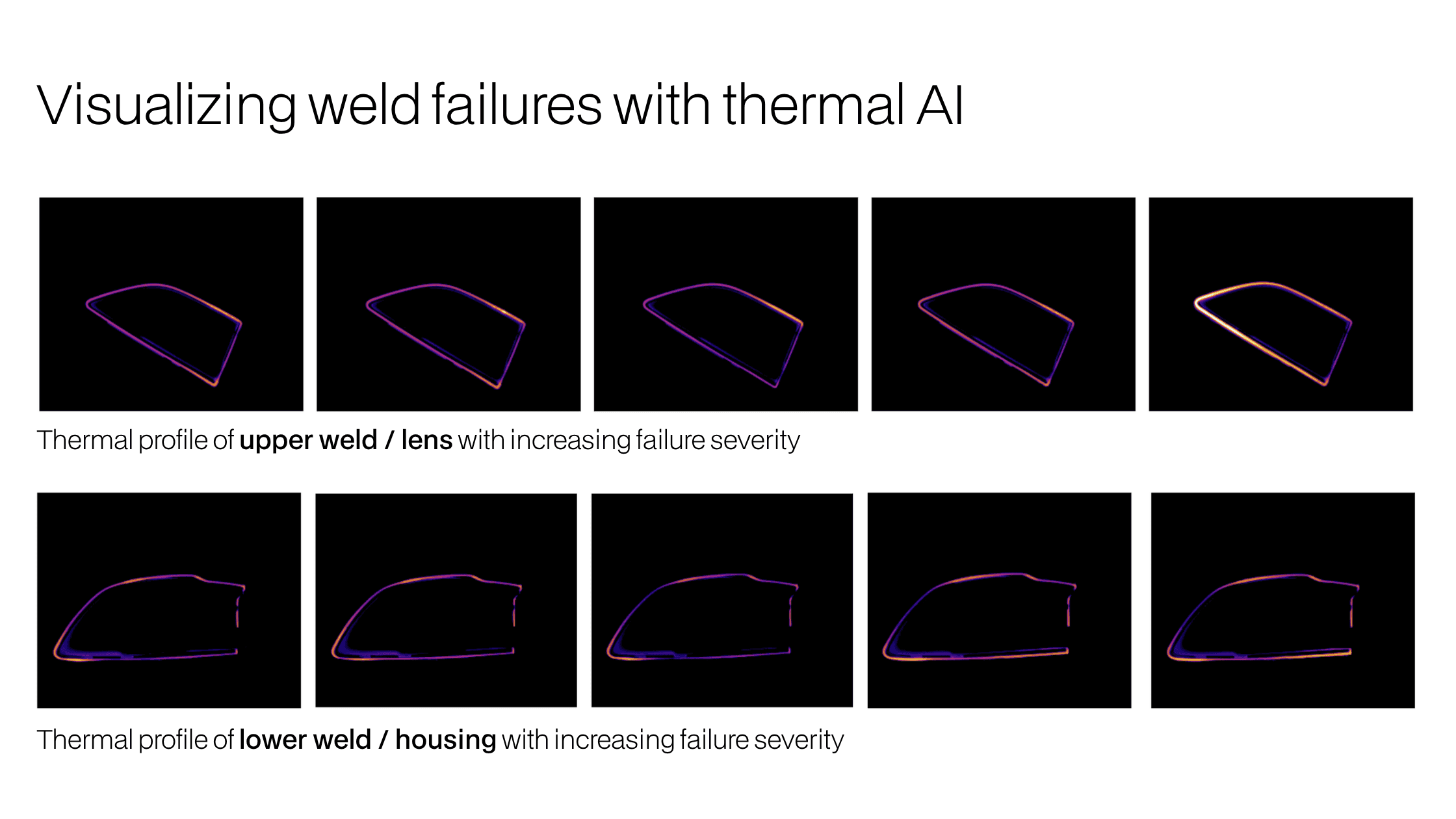
Thermal reads the emissivity difference between the freshly dispensed bead and the housing, so the bead stands out clearly against the part. On the weld side, heat is a direct read on fusion. The plastic only bonds where it actually reached temperature, so a cold or starved section shows up in the thermal image rather than hiding behind a joint that looks closed.
What the system detects
Incomplete or cold welds. Eigen reconstructs the full seam weld into a single virtual weld profile and flags cold or starved sections that never reached fusion temperature, the joints that look closed but are not hermetic.
Over-welded joints. Hotter regions across the seam flag parts pushed too far, where excess heat distorts the housing or the lens seating.
Gaps in the adhesive bead. Any break, skip, or thin section in the bead is caught before the lens is set.
Bead position and placement. A bead that has drifted off the sealing surface or shifted relative to the housing is caught, not just missing adhesive but misplaced adhesive.
Severity-based alarms, configurable by region. Thresholds are set per product and per region of the part, upper/lens and lower/housing, so minor variation is logged for trending while a defect that crosses your reject limit triggers a PLC alarm and can divert the part.
Automatic adaptation to each part. Models are trained per part number. When you run a different lamp variant down the same cell, the system applies that part’s profile instead of relying on thresholds someone has to hand-tune at every changeover.
Quality visibility across lines and plants. Weld and bond results roll up per line and consolidate across machines and plants, so one quality team can see how every lamp station is performing without standing at each one.
How it works
Thermal cameras mount over the weld and bond stations on a fixed structure, positioned to see the full seam and the full bead. On rear lamps, Eigen combines several camera perspectives into one virtual weld image, so the whole joint is scored as a single comparable profile regardless of which camera saw a given section.
Processing runs at the edge. OneView Edge runs the models on the line, connects to the cameras and the machine PLCs, and drives an HMI, so operators get a clear pass or fail and a view of the defect at the station in the moment. Everything feeds OneView Cloud, where models are trained, refined, and pushed back to the edge, and where part-over-part trends are held across machines and plants.
Proven in the field
A Tier 1 lighting supplier used Eigen to move rear-lamp weld verification from end-of-line destructive testing to inline monitoring on every part, then scaled the same solution across multiple welding machines and plants. The result was continuous weld-quality visibility that reduced destructive testing and warranty exposure without pulling and cutting parts to check them.
Questions we hear from lighting quality teams
“We already tried a camera on the bead and it over-rejected.”
That is almost always an optical system fighting black adhesive on a black housing. Thermal separates the two by emissivity instead of color, which is the specific reason optical struggles here. During a demo we run it on your parts so you can see the reject behavior on your own bead.
“How does it handle a new lamp program or a new color?”
Each part number gets its own model. Onboarding a new variant is a defined data-collection step rather than reprogramming thresholds, so high-mix cells and program launches do not break the inspection.
“What happens on a reject?”
Eigen signals the PLC, so the response follows your line logic, alarm, divert, or hold, and the operator sees the flagged region on the HMI. Thresholds are yours to set per region, so you tune sensitivity to your reject strategy.
See the system work on your line
Reach out to our team to learn more and to schedule an on-site demo. During the demo, our engineers set up the system on your line so you can see the results on your own parts in real time.
Automotive lighting is one of the highest-warranty categories on the vehicle. Lamps are visible, they are exposed to weather, and when a seal fails you get water ingress, a fogged lens, or a dead lamp, and the part comes back as a charge-back and a mark on your OEM scorecard.
The two things that keep a lamp sealed are also the two hardest to verify at the point they are made. Rear lamps are plastic-welded, typically hot plate and vibration, sometimes laser. The weld is the hermetic seal, and once it is closed you cannot see inside it. The standard way to confirm it is destructive: pull a part, cut it open, inspect the joint.
Headlamps are sealed with an adhesive bead around the housing, with the lens set into it. The bead has to be continuous and correctly placed. Most plants run both processes, headlights on one side and rear lamps on the other.
Thermal Intelligence catches 99% of weld and bond defects before they leave your plant
Eigen mounts thermal cameras over the weld and bond stations and inspects every part inline. It reads the full weld seam and the full adhesive bead, scores each one against a learned profile, and signals the line before a suspect lamp moves downstream. No more destructive testing on a sample to guess what the rest of the shift looked like.
Why optical inspection fails on the bead, and thermal doesn’t
Teams that have put optical vision on the adhesive bead usually run into the same wall: the adhesive is black and the housing is black, so a standard camera struggles to separate the bead from the part and throws false rejects until operators switch it off.
Thermal reads the emissivity difference between the freshly dispensed bead and the housing, so the bead stands out clearly against the part. On the weld side, heat is a direct read on fusion. The plastic only bonds where it actually reached temperature, so a cold or starved section shows up in the thermal image rather than hiding behind a joint that looks closed.
What the system detects
Incomplete or cold welds. Eigen reconstructs the full seam weld into a single virtual weld profile and flags cold or starved sections that never reached fusion temperature, the joints that look closed but are not hermetic.
Over-welded joints. Hotter regions across the seam flag parts pushed too far, where excess heat distorts the housing or the lens seating.
Gaps in the adhesive bead. Any break, skip, or thin section in the bead is caught before the lens is set.
Bead position and placement. A bead that has drifted off the sealing surface or shifted relative to the housing is caught, not just missing adhesive but misplaced adhesive.
Severity-based alarms, configurable by region. Thresholds are set per product and per region of the part, upper/lens and lower/housing, so minor variation is logged for trending while a defect that crosses your reject limit triggers a PLC alarm and can divert the part.
Automatic adaptation to each part. Models are trained per part number. When you run a different lamp variant down the same cell, the system applies that part’s profile instead of relying on thresholds someone has to hand-tune at every changeover.
Quality visibility across lines and plants. Weld and bond results roll up per line and consolidate across machines and plants, so one quality team can see how every lamp station is performing without standing at each one.
How it works
Thermal cameras mount over the weld and bond stations on a fixed structure, positioned to see the full seam and the full bead. On rear lamps, Eigen combines several camera perspectives into one virtual weld image, so the whole joint is scored as a single comparable profile regardless of which camera saw a given section.
Processing runs at the edge. OneView Edge runs the models on the line, connects to the cameras and the machine PLCs, and drives an HMI, so operators get a clear pass or fail and a view of the defect at the station in the moment. Everything feeds OneView Cloud, where models are trained, refined, and pushed back to the edge, and where part-over-part trends are held across machines and plants.
Proven in the field
A Tier 1 lighting supplier used Eigen to move rear-lamp weld verification from end-of-line destructive testing to inline monitoring on every part, then scaled the same solution across multiple welding machines and plants. The result was continuous weld-quality visibility that reduced destructive testing and warranty exposure without pulling and cutting parts to check them.
Questions we hear from lighting quality teams
“We already tried a camera on the bead and it over-rejected.”
That is almost always an optical system fighting black adhesive on a black housing. Thermal separates the two by emissivity instead of color, which is the specific reason optical struggles here. During a demo we run it on your parts so you can see the reject behavior on your own bead.
“How does it handle a new lamp program or a new color?”
Each part number gets its own model. Onboarding a new variant is a defined data-collection step rather than reprogramming thresholds, so high-mix cells and program launches do not break the inspection.
“What happens on a reject?”
Eigen signals the PLC, so the response follows your line logic, alarm, divert, or hold, and the operator sees the flagged region on the HMI. Thresholds are yours to set per region, so you tune sensitivity to your reject strategy.
See the system work on your line
Reach out to our team to learn more and to schedule an on-site demo. During the demo, our engineers set up the system on your line so you can see the results on your own parts in real time.
Read more
Next

Solutions |
Food
Bakery Moisture + Temperature Control

Automotive Lighting Weld + Bond Verification
Automotive
Real-time thermal AI that inspects every weld and adhesive bond inline, catching seal defects that destructive sampling and optical cameras miss.
Download
Sheet
Solution
Automotive Lighting Weld + Bond Verification